
مواد اولیه خاتم کاری
dav
مواد اولیه خاتم کاری:
مواد اولیه خاتم کاری در ساخت ظروف، لوازم جانبی و قطعات؛می توان از ابریشم و لاک به عنوان مواد اولیه نام برد. در تولید این محصول چشم نواز عمدتاً از ابزارهای بومی استفاده می شود مانند: انواع گردو (قهوه ای)، آبنوس (مشکی)، عناب (قهوه ای متمایل به قرمز)، شمشاد (زرد)، نارنجی، آبی و …. از انواع استخوان ها مانند عاج فیل، استخوان شتر، استخوان اسب و همچنین مفتول های فلزی از برنج، آلومینیوم و گاهی سیم نقره استفاده می شود.
ابزار مورد نیاز برای ساخت خاتم
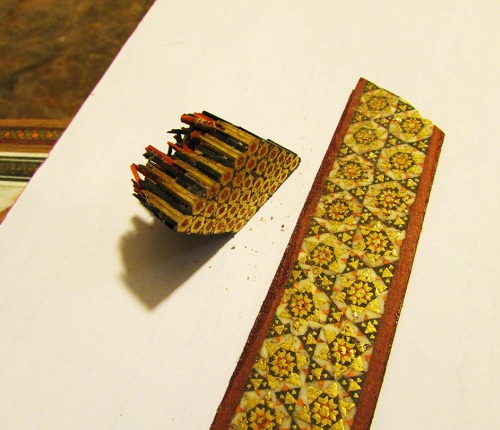
ابزار مورد نیاز برای ساخت خاتم می توان به گیره فلزی، سوهان تیز، چکش، انبردست، سیم اره تیز، مثلث تیز، غار، متر فلزی، خط کش ثابت و خط کش پیکانی، گونیا و پرگار اشاره کرد. خاتمکار اول در شهر اصفهان ابتدا چوب های رنگی مانند عناب، پرتقال، فوفل، آبنوس و … را به صورت نوارهایی به ارتفاع 60 سانتی متر برش می دهد تا خشک شود.
برای کارهای مرغوب از استخوان هم استفاده می کنند به طوری که ابتدا نوارهای استخوان شتر را حدود 3 ماه در آب آهک می گذارند تا رنگ آنها کاملا سفید شود. در مرحله بعدی خاتم کاری، نوارهای چوب و استخوان را برش داده و سوهان می زنند تا سطح مقطع مثلثی تمیزی به دست آید که در اصطلاح سنتی به آن شش می گویند. این نوارها در کنار نوار برنجی که با اتو کاملاً شبیه به قطعات چوب و استخوان شده است به صورت رنگارنگ و منظم با لایه ای از چسب قرار می گیرند.
ریه های آماده شده را با نخ می بندند تا در حین خشک شدن محکم به هم بچسبند. این روند تا زمانی که گل کامل به ارتفاع 60 سانتی متر به دست آید ادامه می یابد. بعد از تهیه چند گل بین دو تخته کنار هم چیده و با چسب چوب یا سریش پر می کنند و زیر پرس یک تکه می کنند که به آن کما می گویند.
سپس، استاد با استفاده از اره برقی لایه هایی را به ضخامت یک تا یک و نیم میلی متر از سطح پیشانی برش می دهد. که به آن “لنج” می گویند. پس از آماده سازی زیرساخت از طریق نجاری، خاتم ها توسط چسب های مخصوص و با حرارت دادن بر اساس طرح، رنگ، شکل و ابعاد بر روی محل کار چسبانده می شوند. پس از بتونه کاری، سنباده کاری و ترمیم، سطح کار خاتم آماده شده و در نهایت با یک لایه سیلر پوشانده می شود.
هرچه مهر و موم تهیه شده ریزتر و محکم تر باشد و هر چه بیشتر از مواد اولیه مرغوب ساخته شود، ارزش بیشتری دارد. در برخی موارد به جای برنج از طلا و نقره نیز استفاده می شود. اجسام منبت به گرما و رطوبت حساس هستند و اگر کیفیت مناسبی نداشته باشند از سطح کار بالا آمده و به اصطلاح در مجاورت این عناصر می افتند.

این هنر دو مرحله دارد:
1- خاتم سازی که شامل عملیاتی از قبیل طراحی خاتم، تهیه مواد و مصالح و برش مواد اولیه، اختلاط و ایجاد گل و در نهایت ساخت قمه (بدنه مکعب مستطیل به طول متوسط 40 سانتی متر، عرض 10 سانتی متر است. سانتی متر و قطر 3 سانتی متر) از چوب یا خاتم) و برش آن و تهیه لایه خاتم.
2- خاتم کاری که شامل طراحی فونداسیون، طرح چسباندن لایه های خاتم بر روی کار فرعی، پرداخت و صیقل دادن اجسام خاتم می باشد.
روش ساخت خاتم: در خاتم کاری، چوب، استخوان یا فلز را به صورت منشورهای مثلث القاعده برش می دهند و طوری در کنار هم قرار می دهند که سطح مقطع این مثلث های منفرد دارای اشکال هندسی منظم باشد، سپس با نوک برش های نازک به ترتیب خاصی روی ورق چوبی نازک چسبانده می شود و پس از خشک شدن ورق ها بر روی وسایل مورد نیاز برای تزیین نصب می شوند. انواع چوب یکی از مهمترین مصالح برای خاتم کاری هستند که از جمله آنها می توان به عناب اشاره کرد.
چوب، پرتقال، افرا، گردو، کیک، تبریزی، شمشاد، آبنوس، فوفل و باتم. در ساخت خاتم نیز از انواع استخوان ها به دلیل استحکام و رنگ سفید استفاده می شود که شامل استخوان های شتر، اسب، گاو و همچنین عاج طبیعی فیل و عاج مصنوعی است. به منظور ماندگاری مهر و مراقبت از آن از فلزات رنگی در مهر، نقره و آلومینیوم برای رنگ سفید و برنج برای رنگ زرد استفاده می شود.
برای تهیه چوب مورد نیاز باید دقت کرد که رنگ و بافت مناسبی داشته باشد و گره و ترک نداشته باشد. فلزات نیز باید آلیاژ مناسبی داشته باشند.
ابزار آب بندی
رنده، تنگ، اره، فایل، پرس، گونیا، چکش، گازانبر، غار، پرس.
مصالح و مصالح خاتم چوب: چوب فوفل، آبنوس، عناب، شاه بلوط، آزاد، بیگم، پرتقال و شمشاد.
فلز: سیم های طلا یا نقره، مس، برنج، آلومینیوم.
استخوان: استخوان ساق و بازو شتر یا اسب، عاج فیل، استخوان مصنوعی.
رنگ سبز: این رنگ از مخلوط براده های مس و سرکه تهیه می شود. استخوان های بریده شده را در ظرفی حاوی محلول رنگی ریخته و به مدت شش ماه در معرض نور خورشید قرار می دهند. امروزه چون تهیه استخوان شتر دشوار است به جای استخوان شتر از چوب نارنجی و برای رنگرزی آن از رنگ سبز برای رنگرزی پشم استفاده می کنند.
روغن کاری مهر و موم:
اساساً سطح آب بند به دو دلیل روغن کاری می شود: براق بودن آب بند و محافظت آن در برابر رطوبت، گرما و سرما. در گذشته از روغن جلا دهنده یا صندل (شیره درخت کاج) برای این کار استفاده می شد. بعدها روغن هاویلوکس استفاده شد و امروزه از پلی استر استفاده می کنند.
مطالب مرتبط

مواد مورد استفاده در خاتم
مواد مورد استفاده در خاتم: مواد مورد استفاده در خاتم می تواند طلا، نقره، برنج،
dav

هدیه صنایع دستی اصفهان چی بخریم؟
صنایع دستی اصفهان با تنوع و زیبایی خود یکی از بهترین گزینهها برای خرید هدیههای خاص
dav

سفره هفت سین با صنایع دستی اصفهان- چیدمان خاص نوروز ۱۴۰5
مقدمه همه ما هر سال با نزدیک شدن به روزهای پایانی اسفند، دغدغه شیرینی داریم: «امسال سفره












دیدگاهتان را بنویسید